L’évolution des vernis de tropicalisation ?
Par Jean-Pierre DOUCHY, ABchimie et Philippe PRIEUR, Schneider Electric
Les exigences pour protéger les circuits imprimés (PCB) deviennent de plus en plus importantes et très différentes de celles d’il y a 10 ou 15 ans. Aujourd’hui, les vernis de tropicalisation sont nécessaires non seulement pour protéger les PCB contre des environnements sévères (chaleur, brouillard salin, humidité…), mais aussi pour augmenter la résistance d’isolement de surface en raison de la réduction des espacements entre pistes. Le vernis de tropicalisation apporte une réelle valeur ajoutée en termes de fiabilité des PCB.
Le marché des vernis de tropicalisation est en constante évolution en raison des réglementations REACH et VOC. Actuellement, la majorité du marché utilise des vernis acryliques contenant 80 % de solvants lors de l’application. La réglementation sur les COV obligera les grands utilisateurs à retraiter tous les solvants extraits, ce qui engendrera un coût financier énorme.
État actuel du marché ?
Les acryliques, qui représentent plus de 80 % du marché, sont des produits monocomposants, très résistants à l’humidité, faciles à appliquer, réparables et peu coûteux. Le secteur automobile est un grand utilisateur de cette chimie. Les vernis acryliques sèchent uniquement par évaporation et sont un mélange de polymères acryliques et de solvants.
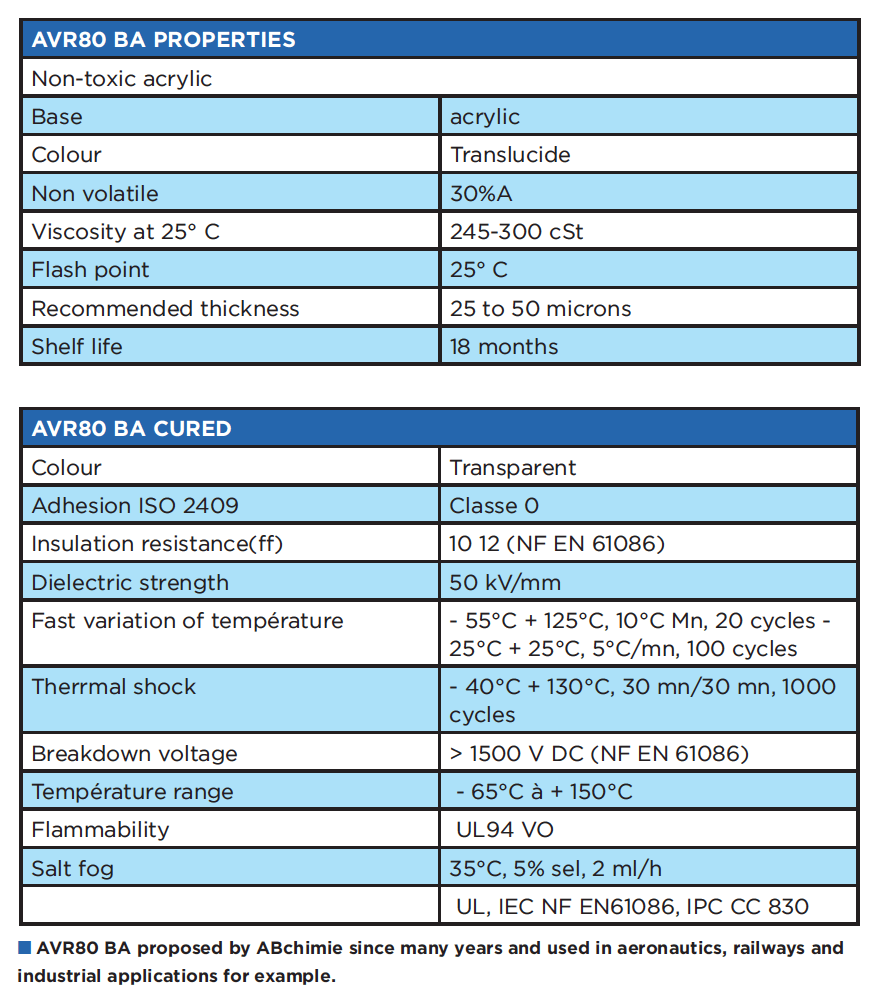
Depuis huit ans, ABchimie propose l’AVR80 BA, un vernis acrylique non toxique offrant une très haute protection tout en respectant l’environnement et les opérateurs. L’AVR80 BA est aujourd’hui bien connu et utilisé par de nombreux industriels tels qu’Alstom, Schneider, Sagem, Renault, Volvo, Faiveley, SEB, Zodiac, Airbus… dans diverses applications.
Le reste du marché utilise :
- Polyuréthane – produit monocomposant, très dur et brillant, avec une forte résistance chimique, donc difficile à enlever.
- Silicones (élastomères et résines) – couvrent une large gamme de propriétés et résistent particulièrement aux hautes températures (jusqu’à 200 °C).
- Systèmes époxy – très durs, souvent bicomposants, offrant une excellente adhérence et résistance à l’abrasion, pouvant protéger les PCB contre la contrefaçon.
- Vernis aqueux – généralement appliqués au pistolet car peu stables en machines de dépose. Considérés comme sans COV, mais avec un temps de séchage long. Adaptés aux petites séries.
- Polymères fluorosilanes – revêtement ultrafin, transparent, à faible viscosité et faible tension de surface, offrant d’excellentes propriétés hydrophobes et oléophobes. Certains nécessitent une post-polymérisation.
- Parylène – revêtement ultrafin offrant une excellente protection mais limité aux petites séries en raison de son coût élevé.
- Vernis UV – encore minoritaires mais très prometteurs pour l’avenir. Les vernis solvantés laissent progressivement place aux vernis polymérisables UV.
Quelles sont les évolutions technologiques actuelles ?
- Quelles technologies seront utilisées ?
- Quels investissements seront nécessaires ?
- La technologie UV semble aujourd’hui la meilleure option, mais en quoi consiste-t-elle et comment fonctionne-t-elle ?
Les vernis UV 100 % solides sont récemment apparus sur le marché. Ils sont non inflammables et utilisent une technologie de double polymérisation :
une polymérisation UV pour les surfaces exposées, une polymérisation secondaire (chaleur ou humidité) pour les zones d’ombre.
Moins d’une seconde est nécessaire pour la polymérisation UV. Ces produits sont souples, résistants aux chocs thermiques et présentent un faible coefficient de dilatation thermique. Ils offrent une excellente résistance chimique, mais sont difficiles à réparer.
La technologie UV est déjà bien connue dans d’autres industries (encres, stéréolithographie, composites dentaires). Le principal défi en électronique est d’appliquer une épaisseur suffisante pour protéger efficacement les PCB, y compris dans les zones d’ombre.
L’avantage majeur des systèmes de dépose est la production de masse : rapidité, encombrement réduit et faible consommation énergétique (surtout avec les systèmes LED).
SYSTÈME À LAMPE MERCURE AVANTAGES
- Rayonnements UVA, UVB et UVC
- Haute puissance et polymérisation efficace
- Encombrement d’environ 1,40 m
••Durée de vie : 2 000 heures
SYSTÈME LED AVANTAGES:
- Même vitesse que les lampes mercure
- Encombrement réduit (0,8 m)
- Sans ozone
- Allumage/extinction à la demande
- Durée de vie : 20 000 heures
••Stabilité des performances
SYSTÈME À LAMPE MERCURE INCONVÉNIENTS:
- 70 % d’infrarouge inutile
- Chauffe des PCB jusqu’à 120 °C
- Production d’ozone
- Temps de redémarrage (45 minutes)
- Perte d’efficacité dans le temps
SYSTÈME LED INCONVÉNIENTS:
- Temps de tack résiduel possible (≈15 minutes)
L’industrie automobile adopte déjà massivement ces technologies en raison des contraintes liées aux COV. D’autres secteurs suivent progressivement.
Les grandes entreprises automobiles (Bosch, Continental, Valeo…) utilisent entre 10 et 100 000 litres de vernis par an, ce qui les pousse à évoluer rapidement. Nous estimons que les vernis UV remplaceront les vernis acryliques dans les 10 à 15 prochaines années.
Nouveaux systèmes de vernis
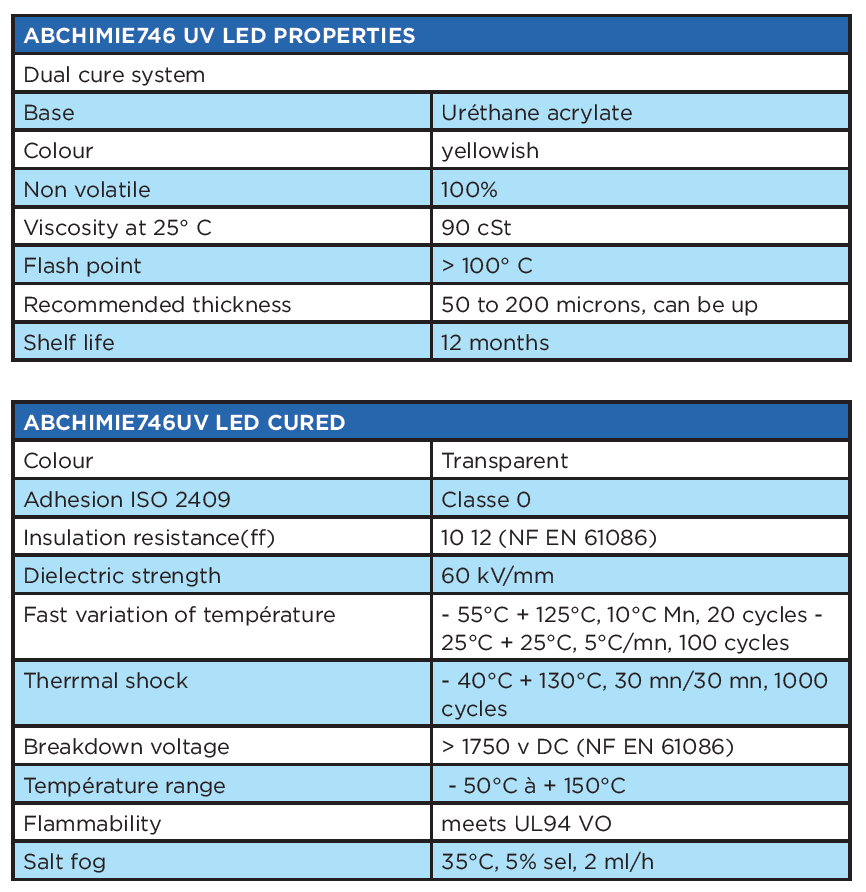
L’ABchimie746UV LED est un système innovant capable de polymériser à des épaisseurs élevées (jusqu’à 2 mm) sans fissuration ni délamination. Il offre une excellente résistance aux chocs thermiques et une adhérence exceptionnelle. Les fabricants d’équipements développent des fours compatibles UV mercure et LED. Samsung propose notamment des solutions industrielles LED compactes et performantes.
Aujourd’hui, ces technologies permettent non seulement de protéger les PCB, mais aussi de réaliser des fonctions supplémentaires comme le collage ou la protection contre les vibrations avec des résines UV épaisses.
Quel avenir ?
Dans les 5 à 10 prochaines années, une transition vers les vernis UV et les systèmes LED est attendue dans l’automobile. L’industrie continuera temporairement à utiliser des vernis acryliques, notamment non toxiques.
À plus long terme, les vernis UV deviendront dominants, notamment pour réduire les émissions de COV.
Deux grandes tendances du marché
- Maintien des vernis non toxiques
- Développement des vernis UV, surtout en Europe pour les gros consommateurs
Comment assurer fiabilité et robustesse ?
Des normes comme IPC CC 830, CEI NF EN 61086 et UL permettent d’évaluer les performances en conditions sévères. Cependant, la compatibilité entre matériaux est essentielle.
Le test BONO permet de vérifier cette compatibilité.
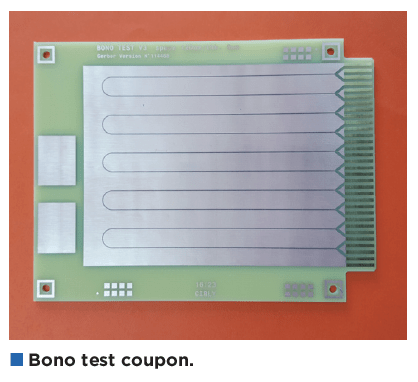
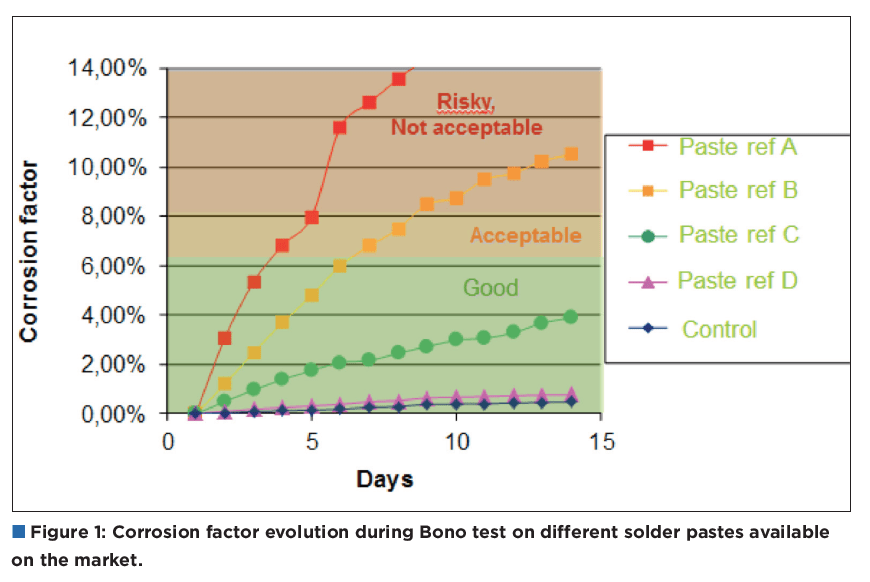
Qu’est-ce que le test BONO ?
Ce test évalue la corrosion et l’électromigration via une cellule électrolytique sur PCB. Il mesure la résistance anodique après vieillissement (85 °C / 85 % HR).
Après 15 jours sous 20 V DC, il permet d’identifier les interactions entre flux, vernis et autres matériaux. Très sélectif, il constitue un outil clé pour l’évaluation de la qualité.
Conclusion
Les vernis de tropicalisation sont essentiels au bon fonctionnement des systèmes électroniques. Les évolutions réglementaires entraînent des innovations technologiques majeures.
Chaque fabricant devra adapter ses procédés pour garantir fiabilité et durabilité. Le test BONO, bien que non standardisé, pourrait devenir une référence dans le futur.
Le test Bono (nommé d’après M. Bono) est de plus en plus utilisé depuis les années 1990, que ce soit par les prescripteurs ou par les fabricants de soudures et de revêtements.
Le principe repose sur un motif avec une cellule électrolytique conçu pour évaluer l’effet cumulatif de la corrosion et de l’électromigration. Chaque cellule électrolytique réalisée sur un FR4 classique se compose d’une anode en cuivre très fine située entre deux grandes cathodes. Le test mesure la résistance anodique lors du vieillissement à 85 °C / 85 % HR. Une conclusion est tirée après 15 jours sous une polarisation continue de 20 V. Ce test est très sensible à toute activité résiduelle de flux et révèle toutes les interactions (favorables ou défavorables) avec d’autres produits chimiques : revêtements conformes, résines, etc.
Grâce à sa sélectivité, le test Bono fournit une vision claire des performances relatives de corrosivité des différents produits de soudure. Avec l’expérience, il est possible de définir une valeur seuil pour le facteur de corrosion calculé (Fig. 1). Ainsi, le test Bono constitue un élément clé de l’arsenal qualité du monteur de cartes électroniques.
Les revêtements conformes deviennent essentiels au bon fonctionnement des sous-ensembles électroniques. Les technologies évoluent sous l’effet des réglementations environnementales, et les fabricants de revêtements conformes s’adaptent pour proposer des solutions fiables. Les exigences des utilisateurs vont croître dans les années à venir, utilisant de plus en plus ces revêtements pour assurer la durabilité et la fiabilité des équipements électroniques. Chaque producteur de cartes électroniques devra réfléchir à son propre processus et évaluer la solution la plus adaptée à sa politique interne.
Le test Bono n’est pas une norme, mais pourrait être promu comme tel à l’avenir, à condition que les différents utilisateurs s’accordent sur la conception du coupon de test, l’architecture du dispositif, la précision des mesures… (un exemple de coupon de test avec doigts d’or amovibles est présenté sur l’image). La normalisation n’en est qu’à ses débuts, depuis la première proposition de D. Bono pour l’évaluation de la corrosivité des résidus de flux de soudure en 1989.
RÉFÉRENCES
Bono D. « The assessment of the corrosivity of soldering flux residues using printed copper board track », 1st International Conference on Solder Flux Technology, Mellon Institute, Pittsburgh, Pennsylvania, avril 1989.
BIOGRAPHIES
Philippe Prieur est Group Technical Expert avec 14 ans d’expérience et travaille actuellement au département Technologie de Schneider Electric. Son expertise couvre l’application des normes RoHS dans les secteurs automobile et industriel, ainsi que la fiabilité des cartes électroniques et l’analyse des défaillances dans le laboratoire central Electronics & Materials Expertise de Schneider Electric (Grenoble, France). PCB-PCBA Technical Leader – Edison Expert Strategy & Technology – EME Lab.
Jean-Pierre Douchy a fondé ABchimie en 2004 après 20 ans d’expérience en chimie appliquée à l’électronique. Son expertise lui permet de comprendre les besoins des fabricants électroniques et de développer une gamme adaptée aux ateliers de production.
ABchimie propose une large gamme de produits de nettoyage et est spécialisée dans la protection des PCB avec des couches fines (revêtements conformes) ou épaisses (résines époxy, uréthane et silicone). Aujourd’hui, 80 % des ressources du laboratoire sont dédiées à la R&D pour la protection des PCB et les technologies respectueuses de l’environnement.
PRODUITS ASSOCIÉS
VERNIS DE TROPICALISATION

- Protection environnementale performante pour les PCBAs.
LE COLLAGE ADHÉSIF (ENCOLLAGE)
- Le collage de composants électroniques
RÉSINES POLYURÉTHANE ET ÉPOXY

- Insulation and protection from moisture, vibration, and shock.